


Zgrzewanie oporowe iskrowe
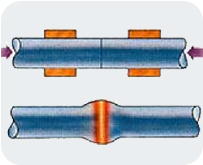 Zgrzewane elementy są ustawiane tak, aby się stykały powierzchniami czołowymi. W
procesie zgrzewania doczołowego iskrowego można wyróżnić następujące etapy:
Zgrzewane elementy są ustawiane tak, aby się stykały powierzchniami czołowymi. W
procesie zgrzewania doczołowego iskrowego można wyróżnić następujące etapy:
- podgrzewanie wstępne,
- wyiskrzanie
- spęczanie.
Podgrzewanie jest wykonywane przy niewielkim docisku. Gdy tylko złącze się nagrzeje, następuje etap wyiskrzania, w którym jest wypalany materiał powierzchni złącza, w wyniku czego uzyskuje się gładką , czystą powierzchnię.
Gdy zostanie usunięty naddatek przeznaczony na wyiskrzanie, następuje etap spęczania, w którym
powstaje wypływka zawierająca stopiony i utleniony metal.
Zgrzewane przedmioty umocuje się w szczękach zgrzewarki i dociska nieznaczną siłą wystarczającą do zapewnienie styku w paru miejscach. Po załączeniu przepływu prądu przez obszary stykowe o małej powierzchni i dużej oporności stykowej płynie prąd o bardzo dużej gęstości, powodujący topienie metalu obszarów stykowych, utworzenie ciekłych mostków prądowych a następnie gwałtowne ich rozerwanie w wyniku działania sił elektromagnetycznych i ciśnienia par metalu.
Wraz z wyrzuceniem ciekł ego metalu mostków z obszaru styku usuwane są równocześnie wszelkie
zanieczyszczenia. Postępujący z odpowiednią prędkością , w sposób ciągły, proces wyiskrzania powoduje, że ciepło z tworzących się coraz to nowych mostków prądowych odpływa w głąb zgrzewanych przedmiotów i nagrzewa przyległe obszary do stanu silnego uplastycznienia.
PARAMETRY ZGRZEWANIA ISKROWEGO:
- natężenie prądu,
- prędkość wyiskrzania w mm/s,
- naddatek na wyiskrzanie w mm,
- prędkość spęczania w mm/s,
- siła docisku spęczania w kN,
- naddatek na spęczanie w mm,
- długość mocowania w mm,
ZASTOSOWANIE:
Zgrzewanie oporowe iskrowe znajduje zastosowanie do łączenia doczołowego rur, drutów, prętów kształtowników, szyn kolejowych, taśm, blach, ogniw łańcuchów, narzędzi skrawających, wałów itd. Zgrzewa się przedmioty wykonane ze stali węglowych, niskostopowych, wysokostopowych, miedzi i stopów miedzi, aluminium i jego stopów. Możliwe jest łączenie stali z miedzią, miedzi z aluminium, stali niskowęglowych ze stalą narzędziową. Zgrzewanie oporowe iskrowe umożliwia łączenie przedmiotów stalowych o przekrojach ponad 100000 mm2, aluminium i stopów aluminium do 90000 mm2 oraz miedzi i stopów miedzi do 30000 mm2.
ZALETY ZGRZEWANIA ISKROWEGO W PORÓWNANIU ZE ZWARCIOWYM:
- większa wytrzymałość i plastyczność z łącza
- szerszy zakres możliwości zgrzewania ze sobą różnych metali (okres wyiskrzania może trwać tak długo aż każdy z metali osiągnie temperaturę topnienia)
- prostsze przygotowanie przedmiotów
- mniejsze zużycie energii i większa szybkość zgrzewania a zatem większa wydajność
- wąska strefa wpływu ciepła

klienci

Producenci paneli ogrodzeniowych
Duża liczba odbiorców naszych maszyn to producenci ogrodzeń modułowych...
Producenci gabionów
Nowy, ciekawy kierunek rozwoju elementów małej architektury, to gabiony...
Producenci sit zgrzewanych
Sita zgrzewane są produkowane metodą zgrzewania oporowego profili z poprzeczkami...Więcej
Producenci konstrukcji zbrojeniowych do stropów Teriva
Producenci konstrukcji zbrojeniowych i betoniarnie...
Producenci krat pomostowych
Oferta zakładów produkcyjnych zajmujących się produkcją krat pomostowych...