


Стыковая сварка оплавлением
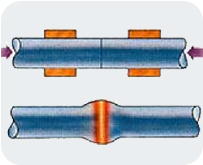 Свариваемые элементы устанавливаются так, чтобы они касались лобовыми поверхностями. В процессе сварки оплавлением можно выделить следующие этапы: вступительный нагрев с оплавлением, выброс из стыка мелких капель расплавленного металла (искрение), осадка.
Свариваемые элементы устанавливаются так, чтобы они касались лобовыми поверхностями. В процессе сварки оплавлением можно выделить следующие этапы: вступительный нагрев с оплавлением, выброс из стыка мелких капель расплавленного металла (искрение), осадка.
Нагревание выполняется при небольшом дожимании. Как только соединение разогреется, наступает этап выброса из стыка мелких капель расплавленного металла, во время которого равномерно оплавляется материал соединяемых поверхностей, в результате чего получается гладкая, чистая поверхность. После удаления припуска предназначенного на искрение, наступает этап осадки, в котором расплавленный и окисленный металл вытесняется. Свариваемые предметы устанавливаются в зажимах сварочной машины и прижимаются с небольшим усилием, достаточным для обеспечения стыка в нескольких местах. После включения сварочного тока, через зоны стыков, с небольшой площадью и большой опорностью, протекает ток с очень высокой плотностью, что приводит к оплавлению металла в этих зонах, образованию жидких токоведущих перемычек и последующее взрывообразное их разрушение в результате действия электромагнетических сил и давления паров металла. Вместе с выбросом жидкого металла перемычек из зоны стыка одновременно удаляются всякие загрязнения. Пробегающий с соответственной скоростью, непрерывным способом, процесс выброса (искрения) является причиной того, что тепло из образовывающихся то и дело новых токоведущих перемычек проникает в глубь свариваемых предметов и нагревает прилегающие поверхности до состояния сильной пластичности.
ПАРАМЕТРЫ СВАРКИ ОПЛАВЛЕНИЕМ:
- сила тока,
- скорость выброса (искрения) в мм/сек,
- припуск на выброс в мм,
- скорость осадки в мм / сек,
- усилие осадки в кН,
- припуск на осадку в мм,
- длина крепления в мм.
ПРИМЕНЕНИЕ:
Стыковая сварка оплавлением используется для стыкового соединения труб, проволок, прутов, профильной стали, железнодорожных рельсов, лент, листовой стали, звеньев цепей, режущих инструментов, валов и т. д. Свариваются предметы выполненные из углеродистых сталей, низколегированных, высоколегированных, меди и сплавов меди, алюминия и его сплавов. Есть возможным соединение стали с медью, меди с алюминием, низкоуглеродистых сталей с инструментальной сталью. Стыковая сварка оплавлением делает вожможным соединение стальных предметов с площадью сечения более 100000 мм2, алюминия и сплавов алюминия до 90000 мм2 и меди и сплавов меди до 30000 мм2.
ПРЕИМУЩЕСТВА СВАРКИ ОПЛАВЛЕНИЕМ ПО СРАВНЕНИЮ СО СВАРКОЙ СОПРОТИВЛЕНИЕМ:
- wболее высокая прочность и пластичность соединения,
- более широкий диапазон возможностей сваривания между собой разных металлов ( период искрения может продолжаться до тех пор, пока
каждый из металлов не достигнет температуры плавления),
- prostsze przygotowanie przedmiotów
- более простое подготовление предметов,
- более низкое потребление энергии и более высокая скорость сваривания и, следовательно, более высокая производительность,
- узкая зона термического влияния

Клиенты

Производители панелей ограждения
Большое количество наших клиентов это производители современных и практичных...
Производители габионов
Новое интересное направление развития элементов малой архитектуры это габионы...
Производители сварных сит
Сварные сита изготавливаются методом сварки сопротивлением профилей...больше
Производители арматурных конструкций для перекрытий Teriva
Производители строительной арматуры и бетонные заводы...
Производители настилов
Предложение предприятий занимающихся производством решётчатых ...